The long-term performance of a thread rolling tool is directly related to wear of the spindles, bearings, backing plate and face plate of the rolling head. Wear of any components will present initially in pronounced taper of the finished thread.
Older style heads were equipped with needle bearings while newer style heads utilized carbide bushings. The carbide helped to maintain parallel form for longer life cycle than the needles.
Correcting taper generally requires replacing one or more of the contributing components. In a pinch, the straightness is achieved through preparation of a counter tapered part prep. This can squeeze additional life out of the tool without the time and cost of immediate repair or part replacement.
We inspect, evaluate and quote repair cost and time when tool performance becomes questionable, and the inspection is scheduled regarding production needs.
For many years in manufacturing the multi spindle screw machine
was the dominant metal working tool available worldwide. With short cycle times
attributed to several different machining processes occurring at the same
time each on a different spindle. The machine technology generated specialized
tooling to integrate within the individual spindle cycle time. The machines
demanded highly trained specialized set up technicians and because of the set
up demands the set-up time required practical lot sizes to make them cost
effective. During their heyday most manufacturers offered apprentice programs
and controlled training cycles to ensure that talented people were available to
support their manufacturing plan. Many of these machines are still in use and
still productive. Done right they still offer the lowest cost per piece in the
machining industry.
In today’s world the programmable CNC has become the dominant tool
for metal working. Skill sets have transitioned from hands on tooling changes
to computer literacy. Small lot sizes pose no problem to cost per piece. Cost
per piece can be influenced by design of the part to be produced. Threaded
parts and long journals can add many passes to a single point turning tool.
Journal lengths greater than 6 times diameter require several passes to machine
and become even more difficult in smaller diameter parts.
Every second of cycle time has an associated cost and cycle time
is the highest cost when compared to tooling. Bidding for work within a job
shop atmosphere is directly tied to cycle time. Quoting a job requires careful
attention to cycle time if you want to garner a contract and maintain
profitability. Some of the tooling technology developed for automatic screw
machines has had a natural transition to the CNC world. Thread rolling is an
example, the ability to produce threads typically at 1 inch of thread
length in 1 second of cycle time is common. Turning of journal lengths up to or
greater than 10 times diameter is easily achieved. While there are a variety of
tools commonly called “Hollow Mills”, one stands out.
Genesee Tool Co. offers a multi flute, indexable carbide hollow
mill that easily and accurately adjusts to part diameters. A three-flute tool,
for example, feeds at three times the speed of single point turning. Long
journals can be machined in a single pass. Multiply the seconds saved per piece
by the number of pieces to be produced and you can quickly calculate the value.
It may prove to be the difference between a bid and a contract. Talk to us about
your needs, we may be able to offer a solution to optimize your process and
improve your bidding results.
The long-term performance of a thread rolling tool is directly related to wear of the spindles, bearings, backing plate and face plate of the rolling head. Wear of any or all these components will manifest initially in pronounced taper of the finished thread. Older style heads were equipped with needle bearings while newer style heads utilized carbide bushings. The carbide helped to maintain parallel form for longer life cycle than the needles. Correcting taper generally requires replacing one or more of the contributing components. In a pinch, the straightness is achieved through preparation of a counter tapered part prep. This can squeeze additional life out of the tool without the time and cost of immediate repair or part replacement.
We inspect, evaluate and quote when tool performance becomes questionable. Call us.
The answer to both questions is WHY NOT? Form tapping is
internal thread rolling. It offers the same advantages as thread rolling an
external journal.
Faster cycles.
Longer tool life.
Stronger threads with at least a 40% improvement
in tensile strength.
Much higher yet in difficult to thread
materials.
Most importantly, cost per thread and cycle
time.
We can all agree that cycle time is the greatest contributor
to overall part cost. Indeed, TIME IS MONEY.
What materials can be form tapped? Aluminum, the higher
tensile strength of a form taped Aluminum part makes it a choice for carbide
form tapping but the advantages don’t stop with Aluminum. Let’s explore the
other materials that benefit from form tapping with carbide. Low carbon steels
A36, 1005-1029, Free steel 1213,12L14. Medium carbon steels 1030-1055, 4130.
Heat treatable steels 4140,6150. Cast Steel and Stainless steels 400
series,17=4PH,15-5PH. Aluminum, pure,6061T6,6063. Copper alloys, long chipping.
Brass 7075. Magnesium alloys, Thermoplastics 40-70 Newton meters. All the
materials mentioned run at operating speeds from 65 to 200 SFM. Imagine the
return on tooling investment with 3-5 times the speed of powdered metal and ten
times the life.
If your job shop depends on part cost to successfully bid
for job opportunities, form tapping is too beneficial to ignore. We offer two
styles of traditional form taps. Solid carbide and carbide nib tap heads
mounted on a steel shank for lateral strength. The latter style is produced by
only one manufacturer, LMT Metalworking Germany.
The most dramatic application we’ve been a part of was a
transfer line running a stainless-steel part. The very best performance they
could achieve with a powdered metal tap was 300 holes. This forced a shutdown
of the transfer line every 300 pieces to replace the tap. The carbide nib
replacement tap ran a full shift of 7000 pieces before tap change. The
reduction in down time was staggering. The value of the higher cost carbide nib
tap was beyond everyone’s expectation.
What do you run? Are you ready to experience tooling
performance beyond expectation? Contact us to discuss your application. We’d
like to offer a solution that will change everything you thought you knew about
tapping.
Not only does this phrase apply to our ability to service and
repair existing thread rolling tools, frequently we are asked about trade-ins.
We will, on occasion, service and sell used tools taken on trade for new
purchases.
Many of our loyal customers are commercial job shops that survive
by bidding for work against competitors. Thread rolling can dramatically reduce
the cost of production by dramatically reducing the time required to thread
while improving thread quality and performance.
Frequently, we have a customer that currently owns a Fette thread
rolling head that lacks the capacity to run the part they presently need. If
they anticipate no or little need for their present tool, we can extend a trade
in agreement that will reduce the acquisition cost of the new tool.
Our goals are simple, the trade in must be in renewable condition.
We need to inspect before acceptance to be certain the tool is indeed
rebuildable. Much like the cost of building a car at home from the purchase of
parts, the same can be true of rebuilding a thread rolling tool. Repair costs
can easily exceed the value of a “used” tool. When we accept a trade,
we anticipate restoring the tool to good operating condition and resell at
considerable savings.
Used tools are available for sale but typically in limited style and supply. They are always sold on a first come basis. Our service and supply ability is geared to extending maximum value to all our customers from the largest manufacturers to our smallest job shops.
We recognize that your success is heavily dependent on cycle time
and tool cost. Our success depends on our ability to contain your costs and
provide the very best in service. If you have a specific threading issue
contact us, we probably have your solution.
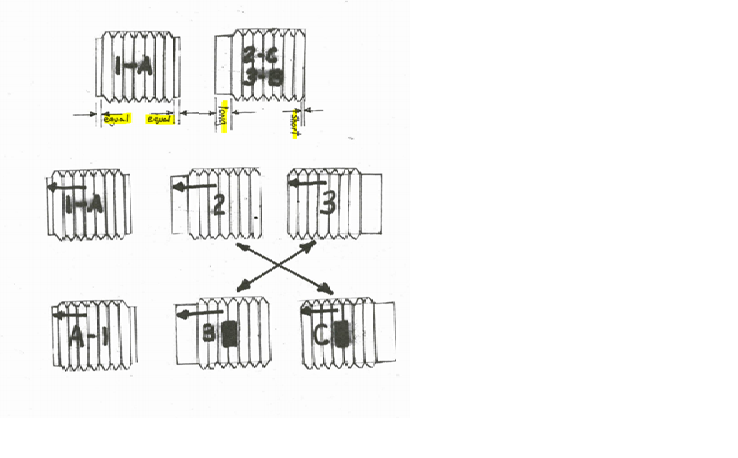
The recent
“coating” of thread rolls hides the laser markings and makes it difficult to
read the letters and numbers etched on the rolls. To help identify the correct
faces of each roll for proper use, see the description of each roll and how
they interface for correct alignment. Proper alignment of each roll is done
with an understanding of the roll design.
Roll number
1 & A have the same lead on each side of the roll. When changing from
numbers to letters it simply requires a flip of the roll on the same spindle.
Roll #2 has
a C on the other side. When flipping the roll to the lettered side it requires
moving it from position 2 to position 3 on the spindles.
Roll #3 has a letter on the other side. It requires a flip from position 3 to position 2 on the spindles.
A graphic
representation of roll position accompanies this explanation. When constructed
only two roll designs are ground. Flipping and placement create the three roll
configuration. Understanding of the placement makes the marking unnecessary.
This has been an objective of
mankind since the invention of the ship.
The statement has grown to reflect shelter conditions in virtually any
objective.
With the advent of Covid-19 the
importance of a “Safe Port” has become a global objective. As a
supplier to both big and small businesses our commitment is to continue
“business as usual” within the circumstances surrounding us. Our
supply from Italian manufacturers is limited due to the situation in their
country. Please keep our Italian friends
in your thoughts and prayers.
However, most our suppliers are
maintaining operations and many of our customers and suppliers are considered
“Essential Businesses” and will continue in operation. These Many parts of our country are still
operating and require the same technical resources they were accustomed to
during normal times.
We have added protection to our
staff by initiating a “work from home policy,” limiting office
staffing to handle shipping and answer phones.
Fortunately, this digital age makes it possible for us to practice
social distancing within physical office and warehouse spaces and allow our
home bound staff have the resources needed to serve you as usual.
Our team is available to answer
your phone calls and emails. We are
eager to support you, process your orders and supply technical assistance
whenever needed. Contact us with your individual needs, we’re here to help!.
Fette thread rolling tools have versatility and can be
applied to rolling other forms besides external threads. Knurling and swaging
applications are easily done on axial, tangential and radial tools with great
success. Axial heads are especially successful at rolling straight form, left
hand helical, right hand helical and diamond knurl patterns.
The displacement of material forming the knurl pattern
exhibits no sharpness in the formed knurl. This is especially important
when handling knurled instruments wearing delicate gloves. Very fine to very
course patterns are achievable and tooling set up is extremely easy. The
application of rolling speeds, like threading, makes cycle times extremely
short. This makes the tool application very cost effective.
Swaging is also easily adaptable and the axial approach to
swaging yields consistent product quality hard to achieve with a side approach
swaging tool. Distortion is nonexistent and swage roll life is extremely high.
Symmetrical and step style swage forms can be accomplished. Form coining of
nose radiuses is also done frequently. The tools are not limited to straight
swage applications.
If your current tool selection includes thread rolling heads you may not have known that they have applications beyond male threads. Contact us with your Knurling and Swaging applications. We can identify your current tooling and determine if it’s applicable. We can also quote a new application with all the necessary tooling.
All cut taps are not manufactured on equal footing. Most European and Japanese taps are produced from powdered metal blanks. This allows for improved performance of the cutting edge due to the irregular grain structure of the tool. Coatings are also “state of the art” and have a large impact on performance. An example of unique design is the LMT V-Magic Tap. The coating consists of a TICN multi-layer coating on the threads with a steam oxide coating in the gullet. It is designed to improve chip removal performance in materials that produce long erratic chip flow. The steam oxide coating has a greater coefficient of friction than the TICN and forces the curling chip to pack more densely as it flows away from the tap. This aids in controlling the chip flow and form improving the overall performance of the tap.
Roll threading a journal requires turning the diameter
before rolling. Roll threading implies that part volume is a key. In any
high-volume production application, the parts require turning to prep for
threading. The blazing speed of roll threading can be mirrored with equal
speeds in turning the blank. Utilizing a multi fluted indexable hollow mill
with 3 or more carbide turning inserts can triple or quadruple turning speeds
always utilizing a single pass process. Nothing is faster or more accurate.
Most always, the time saved in turning, more than pays for
the tooling costs. It always yields dramatic production cost savings as well as
equally dramatic production increases. Not all hollow mills are created equal.
Some indeed work better than others and our years of thread rolling experience
have given us an edge in identifying the right tool for your application.
Sample us with your component requirements and challenge us to identify the
ideal tool for your application.